




Global competition forces manufacturing companies to pay more and more attention to product processing efficiency and accuracy. Product accuracy is largely determined by the accuracy of machine tools. Five-axis CNC machine tools can achieve high-speed, efficient, and high-precision processing of complex special-shaped curved surface parts. They are widely used in automobile, military, energy and other industries. In recent years, they have attracted more and more attention from the mechanical processing industry. Five-axis CNC machine tools are affected by various factors such as geometric errors, thermal deformation errors, and dynamic errors, and their processing accuracy is often difficult to meet actual production needs. Improving machine tool accuracy by replacing high-precision transmission components and servo control systems is susceptible to bottlenecks such as technology and production costs. Therefore, error compensation for machine tools has become an effective method to improve machining accuracy. The errors of machine tools mainly include spatial kinematic errors, thermal deformation errors, dynamic errors, and motion control and control algorithm errors. In particular, there are thermal deformation errors and load-bearing deformation errors in machine tools during the processing process, and such errors are unstable. Characteristics and timing, and the distribution is relatively complex. Therefore, the key technology to achieve high-precision error compensation is to accurately establish a calculation model of the comprehensive error of CNC machine tools. At present, the theoretical modeling techniques for CNC machine tool errors mainly include geometric modeling method, homogeneous error matrix method, etc. SheChenhua proposed a universal five-axis machine tool error compensation post-processing model and effectively improved the compensation accuracy. The geometric errors and thermal errors of five-axis machine tools have been simplified and modeled in the literature using multi-body theory. Bohez et al. proposed an identification method to separate low-order error components. Although the above research has achieved certain results, these methods have problems such as poor robustness, redundant and complex mathematical expressions, uncertain error components, and poor compensation accuracy. They have not fundamentally solved the problem of machine tool error modeling and machine tool error. Compensation issue. The author took the five-axis machine tool CGM4000 as the research object and established a comprehensive error compensation model based on multi-body dynamics. Especially for the thermal error of the machine tool, a 5-point measurement method and a 6-point measurement method were proposed to identify the thermal error of the spindle and feed axis respectively. . In view of the "poor information" characteristics of machine tool errors such as instability and incompleteness, a variable weight coefficient gray model (variable weight GM(1,n), referred to as VW - GM(1,n)) was proposed to fit the thermal error value , establish a machine tool thermal error prediction model. Based on the above algorithm, an error compensation unit that is easy to be automatically solved by the CNC system was developed, and the effectiveness of the compensation algorithm was verified through trial cutting.
1 Machine tool error modeling based on multi-body system
1.1 Five-axis machine tool motion topology
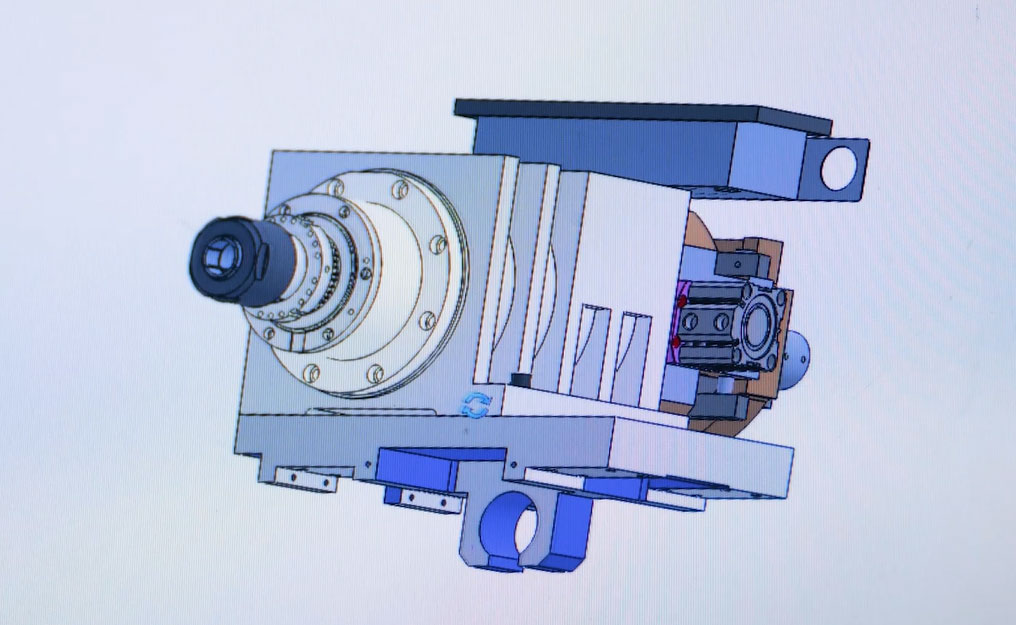
A multi-body system refers to a complex mechanical system composed of multiple rigid or flexible bodies connected through certain constraints. A five-axis CNC machine tool is composed of a bed, a worktable, a beam, a column, a feed unit, a spindle unit and other components. Each moving part can be simplified into a rigid body or soft body subsystem, and a low-order body array is used to control the relationship between each subsystem. The connection topology is digitally described. The CGM4000 five-axis machine tool is taken as the research object. The machine tool is a standard TTTRR (3 translation axes T, 2 rotation axes R) five-axis machine tool. The structure is shown in Figure 1.

The machining center has three linear axes X, Y, Z and two rotary axes A and B (double swing heads), among which there are X1 axis and X2 axis in the x direction. Two rotary axes A and B are installed on the Z axis, and the spindle is fixedly installed on the B axis. The spindle head holds the tool, and the tool can rotate around two mutually orthogonal axes, so that the tool has greater spatial operability.
The machine tool kinematics model establishes the motion relationship between the tool coordinate system and the workpiece coordinate system. It usually takes the initial position of each coordinate axis in the zero return state or tool setting state as the starting point to analyze the comprehensive motion caused by each moving rigid body during the movement. sexual error. There are rigid connections between the moving rigid bodies of the machine tool, and the kinematic coordinate relationship of each moving rigid body can be expressed by a 4 × 4 transposed matrix. In an ideal situation, the X, Y, and Z axes in the Cartesian machine tool coordinate system are perpendicular to each other. The rotary axes A and B (double swing heads) rotate around the x and y directions respectively and are firmly connected to the Z axis. S is fixedly connected to the B axis. Through the kinematic topology analysis of the machine tool through the multi-body dynamics theory, the low-order body array topological structure diagram shown in Figure 2 can be obtained, in which the main components of the machine tool are divided into 9 typical body units. Establish a fixed reference coordinate system on the machine tool bed, establish the relative posture relationship between the kinematic pairs of the machine tool, and establish the kinematic constraint equations of the machine tool. In order to solve the kinematic equation of this type of machine tool, two sets of kinematic constraint chains are established, one is the kinematic constraint chain of the tool, and the other is the kinematic constraint chain of the workpiece. Establish reference coordinate system 0 on the machine bed (low-order body 0); establish coordinate system 1 on the workpiece (low-order body 1); establish coordinate system 2 on the X-axis (low-order body 2); establish coordinate system 2 on the Y-axis (low-order body 3) ); coordinate system 4 is established on the Z axis (lower order body 4); coordinate system 5 is established on the A axis (lower order body 5); coordinate system 6 is established on the B axis (lower order body 6); main axis Coordinate system 7 is established on S (low-order body 7); coordinate system 8 is established on tool t (low-order body 8); the machine tool is established through low-order bodies 0, 1, 2, 3, 4, 5, 6, 7, 8 Kinematic topological constraint chain.
1. 2 Error component analysis
In this article, the X1 axis and X2 axis of this type of CNC machine tool have the same error characteristics, so they are collectively called the X-axis error. According to the analysis of the machine tool structure and thermal error characteristics, this type of five-axis machine tool has a total of 59 error components, of which 37 are geometric error components. , 22 thermal error components, the specific description is as follows:
1) In the spatial coordinate system, the three motion translation axes have 6 error components, and the A and B axes of the double swing head each have 6 error components, for a total of 30 error components. The error components of each axis are: 3 linear translation errors δij (i = x, y, z; j = X, Y, Z, A, B) in the x, y, and z directions and around X, Y, Z The three angular displacement error components of the coordinate axis εij ( i =x, y, z; j = X, Y, Z, A, B), where i is the direction of the error and j is the name of the motion axis. δxX, δy
2) In the spatial coordinate system, the mutual perpendicularity errors between the X, Y, and Z axes have a total of 3 error components: Sxy, Sxz, and Syz.
3) In the spatial coordinate system, the A and B rotation axis errors are: the parallelism errors SAxy and SAyz between the A axis and the xy plane and the yz plane; the parallelism errors SBxz and SByz between the B axis and the xz plane and the yz plane, a total of 4 error component.
4) Each motion axis (X, Y, Z, A, B) has 3 thermal deformation errors in the x, y, and z directions, and a total of 15 thermal errors Δδij(t) (i= x, y, z; j = Thermal deformation errors in the x, y, and z directions respectively. The main axis S has 2 angular displacement errors εxS and εyS in the x and y directions; the main axis S has 3 thermal deformation errors in the x, y, and z directions ΔSj( t) ( j = x, y, z), where j is the direction in which the error occurs. In addition, the main axis also has thermal tilt errors in the x and y directions, which are: ΔεxS(t) and ΔεyS(t), respectively, with a total of 22 error components.
1.3 Modeling process
1) The X-axis (low-order body 2) is fixed on the bed (low-order body 0), and the comprehensive error transformation matrix T02 is:

2) The Y-axis (low-order body 3) is fixed on the X-axis (low-order body 2), and the comprehensive error transformation matrix T23 is:

3) The comprehensive error transformation matrix T34 of the Z-axis (low-order body 4) relative to the Y-axis (low-order body 3) is:

4) The A-axis (low-order body 5) is fixed on the Z-axis (low-order body 4), and the comprehensive error transformation matrix is T45:

A12=-εzAcos α+εzA·sina; A13 = εzA·sina+εyA·cosα; A22= cosα-εxA·sin α; A23-sina-εxA·cosa; A32= εxA·cos α + sinα; A33 =- εxA·sina + cosa ;
5) The B-axis (low-order body 6) is fixed on the A-axis (low-order body 5), and the comprehensive error transformation matrix T56 is:


6) The comprehensive error transformation matrix T76 of the main axis S (low-order body 7) relative to the B-axis (low-order body 6) is:

7) The tool (low-order body 8) is installed on the spindle S (low-order body 7), and its error change matrix T87 relative to the spindle S is:

L is the length of tool。
8) The workpiece (low-order body 1) is fixed on the workbench and is regarded as one with the machine bed (low-order body 0). The 6 degrees of freedom in space are completely constrained. Its error change matrix T01 relative to the machine bed is:

a and b are the positions of the workpiece coordinate system relative to the base coordinate system.
Under ideal conditions, the tool coordinate system T and the workpiece coordinate system W are coincident, but in actual processing due to various error factors of the machine tool, the two do not coincide. In order to make it coincide again, the comprehensive error of the machine tool must be compensated. Let WET represent the vector deviation (i.e. error matrix) between the actual position of the tool center point and the theoretical processing point, then Tr, t = WETW ignores all 2nd order and above High-order error terms, so the comprehensive error model is simplified为:
In the formula, ΔX, ΔY, and ΔZ are the position errors of the cutting point of the tool tip relative to the point being cut on the workpiece, and θx, θy, and θz are the attitude errors of the cutting point of the tool tip relative to the point being cut of the workpiece. Solving ΔX, ΔY, ΔZ, θx, θy, and θz can obtain the expression of the machine tool posture compensation.

2 The prediction model integrating error model and parameter identification is:
Through the analysis in Section 1.3, based on the small error assumption, the machine tool comprehensive error E0 can be regarded as the linear superposition of the machine tool geometric error E1 and the thermal error E2, that is, E0 = E1 + E2. The geometric error component can be identified using 15-line, 22-line and other methods, which have been widely cited and will not be explained in this section. This section mainly conducts research on thermal errors, and proposes a 5-point measurement method for measuring the thermal error of the spindle and a 6-point measurement method for measuring the thermal error of the feed axis. The measurement system includes: M10 laser interferometer, EC10 environmental compensation unit, beam splitter, reflector, PC, inductance micrometer and temperature thermocouple. According to the literature, thermocouple temperature sensors and inductive micrometers are installed at the heat-sensitive points of the machine tool spindle and X1 axis for data collection. As shown in Figure 3, the thermal offset error of the main axis in the x, y, and z directions and the thermal tilt error around the x and y directions are measured, where 1 and 3 are the x-direction measurement points, and 2 and 4 are the y-direction measurement points. , 5 is the measurement point in the z direction. Obtain the corresponding thermal deformation σi( t) (i = 1,...,5) through the data acquisition card, then: ΔSx( t) = (σ3-σ1); ΔSy( t) = (σ4-σ2); ΔSz( t) = -σ5; Δεxs( t) = ( σ3-σ1) l /l1; Δεys( t) = ( σ4-σ2) l /l2; where, l1 is the distance between measurement points 1 and 3, and l 2 is 2. 4 The distance between measurement points, l is the length of the main axis.

As shown in Figure 4, the thermal deformation error of the feed axis in the x, y, and z directions and the thermal tilt error around the x, y, and z directions are mainly measured, where 8 and 9 are the x-direction measurement points, and 6 and 11 are the y The direction is the measurement point, and 7 and 10 are the measurement points in the z direction. The corresponding thermal deformation σi (i= 8,..., 11) is obtained through the data acquisition card. Since the measurement methods of the feed axis are consistent, the X1 axis is selected for identification, then: ΔδxX(t) = (σ8-σ9); ΔδyX ( t) = ( σ6-σ11); ΔδzX( t) = ( σ7- σ10). After the machine tool is turned on and runs without load for a period of time (about 0.5 to 1 hour), the temperature rise does not exceed 5°C per hour, and it can be considered to have reached a thermal equilibrium state. Taking the x-direction thermal error component of the spindle as an example, the temperature values Ti and corresponding thermal deformation values ΔSj(t) and ΔεxS(t) at different time points are collected to obtain the spindle x-direction thermal error curve. Taking the thermal error sequence X(0) as a sample, substitute it into equation (10) to obtain the main axis x-direction thermal error prediction curve.

As shown in Figure 5, it can be seen that the experimental data is in good agreement with the predicted values, and the error range of the prediction model is between 0 and 2 μm.

3 Error compensation experiment and analysis
Based on the above model algorithm, in order to verify the effectiveness of the algorithm, CGM4000 was used as the experimental object. The X, Y and Z axis strokes of the machine tool are: 4 000, 2 500, 600 mm. It is equipped with FIDIA's double swing head and the A-axis rotation range. +90°~-110°, B-axis rotation range ±360°. This type of CNC machine tool load-bearing parts adopts a thermally symmetrical structural design. The feed axis adopts a structure with one end fixed and the other end floating, which effectively reduces the screw warping deformation error caused by temperature rise and eliminates the screw reaction. towards the gap. The feed screw adopts THK's hollow ball screw. Due to the hollow internal cooling method, the temperature rise of the ball screw is effectively reduced, and the thermal deformation error of the ball screw pair is minimized, thus ensuring the high positioning of the machine tool. Accuracy. The CNC system uses SIMEMS840D, which has good openness and can integrate the machine tool error compensation algorithm into the CNC system. Taking into account the machine tool processing conditions, the compensation parameters were repeatedly optimized, and a new type of five-axis machine tool comprehensive error compensation system was developed through the PMC unit within the CNC system. During the machine tool processing process, the temperature values and thermal error values of several key points can be collected through thermocouple temperature sensors, inductive micrometers and other instruments. The data are input into the error compensation model for calculation to obtain the compensation value, and the compensation value is fed back To the machine tool CNC system, the CNC system drives each axis motor controller to complete real-time compensation. Based on the above conditions, the X1 axis is taken as an example to conduct real-time comprehensive error compensation verification. The verification method for the other feed axes is the same, and will not be repeated here due to space constraints. In order to obtain the thermal balance area of the machine tool, taking the X1 axis as the research object, the machine tool turned on the circulating cooling system for trial cutting. Taking the processing of a certain type of impeller as an example, the workpiece blank material was 0Cr18Ni9Ti, the machine tool spindle speed was 1200 r/min, and the feed speed was 200 mm/min. The relationship between the X1-axis displacement deviation value and the machine tool temperature is shown in Figure 7. In the range of 20 to 26.3 ℃, the machine tool temperature rises with time, and the change trend is steep. In the range of 26.3 to 27.2 ℃, the machine tool temperature rise curve changes with time. Smooth, this temperature range is the thermal balance area of the machine tool. In addition, in the range of 20 to 26.8 ℃, the thermal displacement deviation of the X1 axis changes significantly with the increase of temperature, while in the range of 26.8 to 27.8 ℃, the thermal displacement deviation of the It is the thermal error stable area of the machine tool. This interval partially coincides with the thermal balance interval. Within this interval, the thermal error of the machine tool is in a regular steady state. The measured thermal error offset of X1 axis is shown in Figure 8.


As can be seen from Figure 8, the thermal error offset of each axis of X1 slows down. Through the error compensation algorithm, the error change after completion of compensation is within 0 ~ 29 μm. It can be seen that the comprehensive error compensation system of the machine tool is very effective, and the accuracy of the machine tool has been significantly improved. In addition, if the cooling system fails, the machine tool will be unable to work due to excessive temperature rise and the CNC system will alarm. At this time, the machine tool thermal error will be in a disordered state, which is beyond the scope of this article.
4 Conclusion
By analyzing the error components of the five-axis CNC machine tool, the error compensation theory modeling and experimental analysis were completed by integrating the errors of each axis, and the following conclusions were obtained.
1) Use multi-body kinematics to construct a comprehensive error model of the CGM4000 five-axis machine tool, and analyze the 59 error components accordingly. Based on the mechanism of thermal error generation of each axis of the machine tool, new measurement methods for the thermal error components of the spindle and feed axis are proposed: 5-point measurement method and 6-point measurement method. A large number of experiments have proven that the theoretical prediction identification curve is consistent with the experimental results. The spindle prediction error range is between 0 and 2 μm, and the feed axis prediction error range is between 0 and 12 μm.
2) Based on the gray system theory representing discrete point data, the thermal error curve of each axis was fitted, a VM - GM (1, n) machine tool thermal error prediction model was established, and the nonlinear temperature error online compensation model of the five-axis machine tool was completed. Based on this model, the prediction accuracy of temperature error is greatly improved, and a compensation amount prediction value is provided for error compensation.
3) By modifying the relevant parameters of the machine tool CNC system, a real-time machine tool error compensation system was developed based on the CNC system PMC control unit. Taking the X1 axis as an example, experiments show that when the machine tool reaches thermal balance, before and after compensation, the thermal error offset of the X1 axis of the machine tool is significantly reduced. The error change is within 0 ~ 29 μm, and the machine tool accuracy is greatly improved. improve. Implemented the use of software algorithms to compensate for hardware errors.
The above conclusion shows that the comprehensive error analysis algorithm and error compensation model for five-axis machine tools proposed by the author have been experimentally verified and can effectively improve the machining accuracy of machine tools. The comprehensive error modeling and compensation of machine tools considering the action of cutting forces will be the focus of the next stage of research.