




1 Introduction
Five-axis CNC machine tools are the most important processing equipment in the equipment manufacturing industry. They can be used to process various complex curved surfaces. With the continuous improvement of workpiece processing quality requirements, how to improve the processing accuracy of five-axis CNC machine tools has become a hot topic.
The manufacturing and assembly errors of the machine tool itself affect the geometric accuracy of the machine tool. At the same time, for five-axis CNC machine tools, the error causes the rotation axes to not coincide, reducing the five-axis linkage accuracy and making it impossible to obtain ideal part processing accuracy. The method of geometric error compensation is to feed back the spatial positioning error of the machine tool to the control system in real time by analyzing the motion error sources of the machine tool and establishing mathematical models and calculations without changing the structure and control system of the CNC machine tool to achieve error correction. , thereby improving the processing accuracy of five-axis CNC machine tools.
For a swing-table five-axis CNC machine tool, the non-overlapping geometric error between the linear axis linkage rotation center and the axis center position of the two rotation axes restricts the machining accuracy of the five-axis CNC machine tool. In order to solve this problem, this article proposes the following plan: establish a five-axis CNC machine tool linkage trajectory model around the rotation center, and design a geometric error detection plan; analyze and list the actual detection error data; calculate the spatial positioning error by calculating the motion error of the machine tool mechanical system Feedback to the control system in real time to achieve error correction. This method is verified to be effective through a case study on a rotary table five-axis CNC machine tool in Shenyang Machine Tool.
2 Structural modeling of rotary table five-axis CNC machine tool
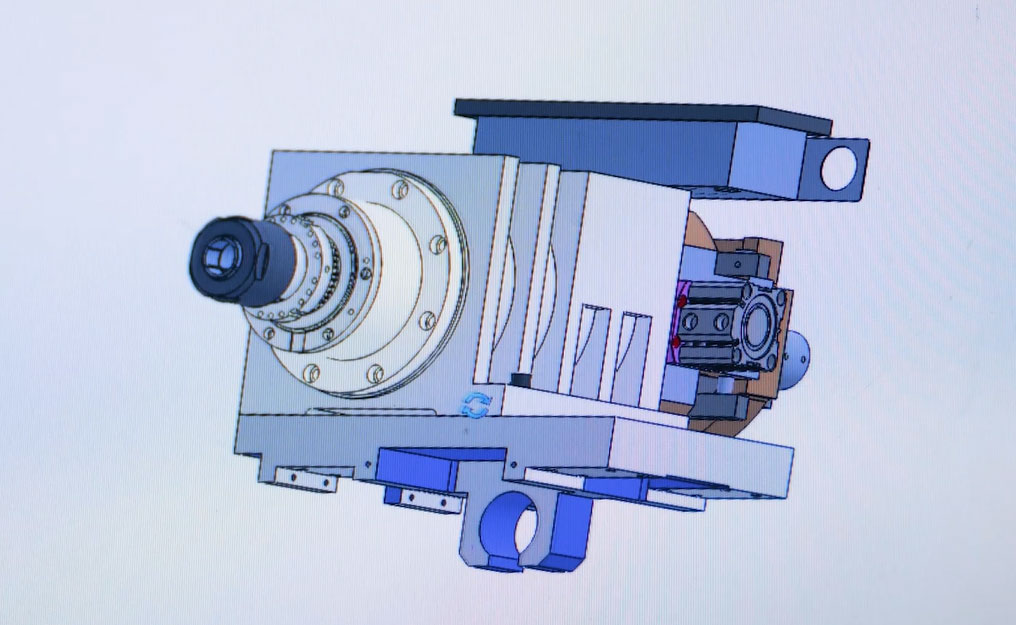
Figure 1 shows the structural diagram of a swing-table five-axis CNC machine tool. The linear axis X, Y, Z linkage rotation center vector position is calculated by interpolation based on the machining center CNC system according to the machining center structural parameters. When the A-axis rotation center, C-axis rotation center, linear axis X, Y, Z linkage rotation center do not overlap and the geometric error is too large, the machining accuracy of the five-axis CNC machine tool will be reduced. Therefore, achieving coincidence or minimum deviation of the three centers has become a necessary means to improve the linkage accuracy of five-axis machine tools.

3 Design of geometric error detection method
(1) Detection ball head and rod length compensation value, radius compensation value;
(2) Measure the error in the Y direction between the A-axis rotation center and the C-axis rotation center;
(3) Measure the error between the worktable surface and the A-axis rotation center in the Z direction;
(4) Determine the rotation axis (A-axis or C-axis) to be detected, place the dial indicator within the interpolation circle, and press the needle at the high point of the ball head inspection rod;
(5) The X, Y, and C axes are linked in a great circle, and the dial indicator readings change when the X and Y directions change with the angle of the C axis; observe and record;
(6) Calculate the error between the linear axis linkage rotation center and the C-axis axis center on the X/Y plane;
(7) The Y, Z, and A axes are linked in a great circle. Observe and record the changes in the dial indicator readings when the Y and Z directions change with the angle of the A axis;
(8) Calculate the error between the linear axis linkage rotation center and the A-axis axis center on the Y/Z plane.
4 Measurement principles
For example, consider only the error between the linear axis linkage rotation center and the C-axis rotation center in the X and Y directions. As shown in Figure 2, the X, Y, and C axes of the CNC machine tool are in the X/Y plane and perform great circle linkage, and error analysis is performed through changes in the dial indicator. As shown in Figure 3, the error between the X and Y interpolation trajectories and the ideal trajectory is caused by the error a/b in the X/Y direction between the linear axis linkage rotation center O2 and the C-axis rotation center O. Therefore, by analyzing the change value of the dial indicator, the a/b value is calculated and entered into the CNC system for error compensation to reduce the error between the X and Y interpolation trajectories and the ideal trajectories.

5 Error compensation parameter algorithm description
As an example, consider only the errors in the X and Y directions between the linear axis linkage rotation center O2 and the C-axis rotation center O. Assume that the coordinates of the C-axis rotary axis center O in the X/Y plane are (0, 0), the coordinates of the linear axis linkage rotation center O2 are (b, a), and the change value of the dial indicator reading is k. The X, Y, and C axes of the CNC machine tool are in the X/Y plane, making great circle linkage, and the rotation angle is θ.
b=k·sinθ (1)
a=k·cosθ (2)
6 HEIDENHAIN ITNC530 CNC system structural parameter correction
After error detection and calculation, the correction parameters a, b, c, d are obtained and compensated to the CNC system.



7 Example applications
Based on the above analysis, this method was applied to a swing table five-axis CNC machine tool in Shenyang Machine Tool for error compensation, and the machining accuracy of the machine tool was greatly improved.
As an example, consider only the error between the linear axis linkage rotation center O2 and the C-axis rotation center O in the X and Y directions. As shown in Table 3, after error compensation for the machine tool through this method, the linkage accuracy of the machine tool is improved.
8 Conclusion
The center of the swing-table five-axis CNC machine tool does not coincide with geometric errors. It is necessary to establish a comprehensive error model and carry out multiple inspections and compensations to achieve the ideal geometric accuracy and improve the machining accuracy of the machine tool.