




Introduction
The classical mechanical precision design theory regards each error term as a certain quantity, while the modern mechanical precision design theory considers each error term as a random quantity under the influence of random factors. Classical mechanical reliability design theory mainly designs the fatigue strength reliability of mechanical components. Modern mechanical reliability design theory has penetrated into mechanical precision reliability design. Mechanical precision reliability design is an important aspect of mechanical reliability design. The literature studies the problem of motion accuracy, reliability and robust design of the main kinematic mechanism of a bullhead planer under incomplete probability information. The literature takes the 2K-V type reducer as the research object, comprehensively considers the influence of the machining error, installation error, clearance of each part in the system, as well as the gear meshing stiffness, bearing stiffness and other factors on the transmission accuracy, and establishes the dynamic transmission of the system. Accurate nonlinear dynamics computational model. The literature provides a numerical calculation method for the output motion error of a gear transmission system with a small number of teeth. The literature uses the matrix method and the action line incremental method to establish a mechanism motion accuracy error analysis model. The literature conducted a preliminary exploration on the optimization design problem of mechanism motion accuracy and reliability. In the context of kinematics, the literature discusses the impact of kinematic pair clearance on the accuracy of the mechanism's motion output. The literature considers the influence of radial runout, axial runout and tooth pitch cumulative error, and derives the linear error formula of the transmission chain. The literature establishes a basic model of mechanical precision fuzzy reliability based on fuzzy numbers.
The above-mentioned literature does not combine the accuracy design theory and the reliability design theory to study the gear transmission accuracy, and does not consider the transmission accuracy reliability of the gear transmission mechanism under the comprehensive action of multiple factors. This paper combines the mechanical accuracy design theory and the mechanical reliability design theory to establish for the first time the precision reliability model of the CNC machine tool feed transmission system under the comprehensive action of multiple factors, and calculates the transmission accuracy reliability of the feed transmission system under the action of multiple factors, using sensitivity The design theory ranks the importance of factors affecting transmission accuracy, identifies the weak links in accuracy and reliability, and proposes measures to improve the accuracy and reliability of the feed transmission system, and applies them to the feed transmission system of a CNC heavy-duty horizontal lathe. Designed for accuracy and reliability. This research method also has reference value for solving other accuracy and reliability design problems.
1. The concept of transmission accuracy
The transmission error refers to the change in the actual value of the output shaft rotation angle relative to the theoretical value when the input shaft rotates in one direction. In an ideal transmission process, the input shaft rotation angle φi and the output shaft rotation angle φo should conform to an ideal linear relationship, that is,
i=φi/φo (1)
In the formula, i is the total transmission ratio of the transmission device.
When i=1, the relationship curve between φi and φo is shown as straight line 1 in Figure 1a. In the actual transmission process, there will always be errors in the rotation angle of the output shaft. In Figure 1b, curve 2 shows the relationship between the output shaft rotation angle φo and the input shaft rotation angle φi due to the existence of the rotation angle error Δφ during one-way rotation.

The relationship between the rotation angle error Δφ and its linear error Δ on the graduation circle is as follows:
Δφ=3.44Δ/r=6.88Δ/d (2)
In the formula, r is the radius of the gear indexing circle, mm; d is the diameter of the gear indexing circle, mm.
2. Accuracy and reliability model of feed transmission system
2.1 Basic concepts of accuracy and reliability
The probability that the actual accuracy of a product meets the design requirements under specified processing, measurement and assembly conditions is called the reliability of product accuracy. Assume that the actual accuracy of the product is represented by b, and its design accuracy is [b]. Considering the random factors of processing, measurement and assembly, the actual accuracy meeting the requirements of [b] is a random event A, then the reliability of the product accuracy is
R=P(A)=P(b<[b]) (3)
If the actual accuracy of the product cannot meet the design requirements, it is called failure, recorded as A, then its failure probability is
2.2 Accuracy and reliability mathematical model
During the gear transmission process, the factors that affect the gear transmission error are mainly the machining error of the gear itself, as well as the assembly eccentricity of the gear and other errors. In addition to the error factors of the gear itself, the main factors that affect the transmission accuracy of the gear transmission device include center distance deviation, elastic deformation of the transmission shaft, and temperature changes. It can be seen from the above that the transmission error of the gear transmission device or transmission chain is caused by the manufacturing error and installation error of the gear. It is the comprehensive result of the manufacturing and assembly errors of the gear itself, the shaft and bearings and other components in the transmission chain.

2.2.1 Transmission error accuracy reliability model
After comprehensively considering the tangential comprehensive error (geometric eccentricity, motion eccentricity, base pitch deviation, tooth profile deviation), cumulative tooth pitch error, gear radial runout, common normal length change, shaft radial runout, and gear and shaft matching clearance , under the influence of the radial runout factor of the inner and outer rings of the rolling bearing, assuming that each error term conforms to the normal distribution, the mathematical model of the mean μ1,2 and standard deviation σ1,2 of the transmission error of a pair of gears is established as follows:

F′i1 and F′i2 are the tangential comprehensive errors of gears 1 and 2 respectively, μm; Fp1 and Fp2 are the cumulative tooth pitch errors of gears 1 and 2 respectively, μm; Fr1 and Fr2 are the radial errors of gears 1 and 2 respectively. Runout tolerance, μm; Fw1 and Fw2 are the common normal length variation tolerances of gears 1 and 2, respectively, μm; s1 and s2 are the radial runout tolerances of shafts 1 and 2, respectively, μm; C1 and C2 are the fit of the gear and the shaft respectively. Clearance tolerance, μm; U1 and U2 are the radial runout tolerances of the inner and outer raceways of the rolling bearing, μm; z2 is the number of teeth of the driven wheel 2; mn is the normal module of the gear, mm.
2.2.2 Statistical calculation formula of gear transmission error
The transmission error of the gear transmission system is composed of the transmission errors of the gear mechanisms at all levels. The influence of the transmission ratio and the selected datum axis need to be considered during synthesis. The transmission error of the transmission system on the output shaft l is the combination of the transmission errors of the gear mechanisms at all levels converted to the output shaft l. For example, the transmission error of the transmission system shown in Figure 2 on the output shaft l is Δφl, which is a combination of the transmission errors of the gear mechanisms at all levels converted to the output shaft l.
The comprehensive formula of the transmission error of the gear transmission system is

ΔφK-1, K is the transmission error between the K-1 and K-th gears converted to the axis where the K-th gear is located; iK is the transmission ratio from the K-th gear to the n-th gear.
Since Δφl and ΔφK-1, K are both random variables, the calculation formula of the mean and standard deviation of the transmission error is:
In the formula, μφl is the mean value of the transmission error of the gear transmission system converted to the transmission error on the output shaft l; σφl is the standard deviation of the transmission error of the gear transmission system converted to the transmission error on the output shaft l; σK-1, K is the Kth -1 and the standard deviation of the transmission error of the Kth gear converted to the axis where the Kth gear is located.
2.2.3 Reliability calculation of gear mechanism transmission error
By analyzing the transmission error of the involute cylindrical gear mechanism, the comprehensive expression of the transmission error of the gear mechanism (Equation (7)) is obtained, thereby obtaining the mean and standard deviation of the transmission error of the gear transmission system. The previous results are used to further calculate the reliability of the transmission accuracy of the gear transmission system.
Assuming that the allowable range of transmission error of the gear transmission system (converted to the output shaft l) is [s1Δφl, s2Δφl], and the system transmission error of the gear transmission system converted to the output shaft is Δφl, then it can be seen from the definition of reliability that the transmission The system accuracy and reliability is
In the formula, F (x) is the normal distribution function of the transmission error; φ (x) is the standard normal distribution function of the transmission error.
3. Accuracy and reliability analysis of a heavy-duty lathe
The structural diagram of the feed transmission system of a CNC heavy-duty horizontal lathe is shown in Figure 3. In the figure, Zi is the number of gear i. The motion is input from the I axis, passes through the II axis, and the III axis to the IV axis. The transmission system is divided into two branches at the IV axis, namely IV-V-VI and IV-VI-VIII. The IV axis and the V axis, the IV axis and A helical gear hydraulic backlash elimination mechanism is used between the VII shafts to compress the output shafts VI and VIII shafts to both sides to eliminate the gap.

The positioning accuracy requirement of this CNC heavy-duty horizontal lathe is [-0.01mm, 0.01mm]. However, due to the heavy workload of the lathe, the transmission accuracy of the feed transmission system will continue to decline over time, and the accuracy maintainability and accuracy The reliability is not high. This article completes the following work through theoretical analysis:
(1) Model the accuracy and reliability of the feed transmission system, and quantitatively evaluate and predict the reliability of the actual accuracy of the existing feed transmission system to meet the design positioning accuracy [-0.01mm, 0.01mm].
(2) Use the accuracy and reliability model to analyze the main factors that affect the positioning accuracy of the feed transmission system, rank the importance of the factors that affect the transmission accuracy, find out the weak links in accuracy and reliability, and improve the design of the weak links to improve the overall Accuracy and reliability of feed transmission system.
3.1 Accuracy and reliability analysis before structural improvement
The main parameters of the gear pair of the CNC heavy-duty horizontal lathe feed transmission system are shown in Table 1.

Using the mathematical model shown in Equation (5), the standard deviation of the transmission error of each gear stage converted to the transmission error on the shaft of the driven wheel is calculated. The calculation results are as follows:
σφ2=0.2736′, σφ4=0.2386′, σφ6=0.2334′, σφ8=0.2978′, σφ10 =0.3867′
It can be seen from equation (7) that the mean value and standard deviation of the transmission error of the gear feed transmission system converted to the output shaft are
The linear positioning accuracy [-0.01mm, 0.01mm] of the feed transmission system is converted into the angular positioning accuracy [-0.5067′, 0.5067′]. From equation (8), the reliability of the transmission accuracy of the feed transmission system can be obtained as
R=P(-0.5067′≤Δφl ≤0.5067′)=69.22% (10)
3.2 Comparison of theoretical analysis results and experimental results
Using dual-frequency laser interferometer, according to standard Gb/T17421.2
-2000 (ISO 230-2:1997) conducted an accuracy and reliability experiment on this CNC heavy-duty horizontal lathe. 10 target points were taken at equal intervals in the working area. The distance of each target point i from the initial selected point and its The accuracy deviation is shown in Table 2 (j is the number of measurements).

Analysis of the test results shows that the deviation values of each target point fall within [-0.01mm, 0.01mm], which meets the design accuracy requirements. 34 of the 50 deviation values in Table 2 fall within this range, so the machine tool feeds The reliability of the actual accuracy of the transmission system that meets the design positioning accuracy is 68%, which is basically consistent with the results obtained from the theoretical analysis of equation (10).
It can be seen from the analysis results that the accuracy and reliability of this gear feed transmission system is not high, mainly because the design of this feed transmission system adopts the design method of experience and analogy. The empirical analogy design method has many defects and shortcomings.
3.3 Result analysis and improvement measures
3.3.1 Analysis of Weak Links in Input and Output Shaft Accuracy and Reliability
Write equation (9) into the following form:
σφl =σφl(σ1,2,σ3,4,σ5,6,σ7,8,σ9,10)
Expand it according to the Taylor series expansion formula of multivariate functions, omitting higher-order terms, we can get
σφl=3.2107×10-4σ1,2+0.0045σ3,4+0.0701σ5,6+0.5993σ7,8+0.7782σ9,10 (11)
It can be seen from equation (11) that the greater the weight coefficient of σK-1, K (K=2, 4, 6, 8, 10), the higher the sensitivity of σK-1, K, that is, the transmission accuracy of the feed transmission system The greater the influence, the relationship between σK-1, K (K=2, 4, 6, 8, and σφl is shown in Figure 4.
It can be found from Figure 4 that changes in the accuracy of the input shaft gear system have almost no impact on changes in the accuracy of the entire feed transmission system, but the accuracy of the feed transmission system drops rapidly as the accuracy of the output shaft gear system decreases.
Improvement measures: For the feed transmission system of this CNC heavy-duty horizontal lathe, the accuracy of the gear pair on the input shaft can be reduced and the accuracy of the gear pair on the output shaft can be improved.
3.3.2 Analysis of Weak Links in Accuracy and Reliability of Gear Pair
Analyze the gear tangential comprehensive error F′i, tooth pitch cumulative error Fp, gear radial runout Fr, common normal length change Fw, shaft radial runout s, gear and shaft matching clearance C, and rolling bearing inner and outer ring radial runout U Regarding the degree of influence of the transmission error, calculate the gear transmission error considering a single factor. Use equation (5) to retain the factors considered and set the factors not considered to zero. The calculation results are shown in Table 3. The importance of the tangential comprehensive error refers to the ratio of the transmission error calculated by considering only the tangential comprehensive error to the transmission error calculated by considering all factors. The definition of the importance of other error terms is the same.
From this, the importance of the above seven factors to gear transmission accuracy is calculated. The calculation results are shown in Table 3. It can be seen from Table 3 that the factor that has the greatest impact on transmission accuracy is the tangential comprehensive error. The tangential comprehensive error is measured close to the working state of the gear. It is the result of comprehensive measurement of geometric eccentricity, motion eccentricity, base pitch deviation, and tooth profile deviation. It is the preferred indicator for evaluating the accuracy of gear transmission. Improvement measures: For the feed transmission system of this CNC heavy-duty horizontal lathe, emphasis should be placed on reducing the tangential comprehensive error of the gear, which will significantly improve the transmission accuracy of the feed transmission system.
3.4 Accuracy and reliability analysis after structural improvement
3.4.1 Accuracy reliability analysis after input and output accuracy adjustment
When all the gears of the feed transmission system adopt level 5 precision, the transmission error of the gear feed transmission system converted to the transmission error on the output shaft is 0.49691′. At this time, the accuracy of the feed transmission system calculated by Equation (8) The reliability is 69.22%. When the first-stage gear of the feed transmission system adopts level 6 accuracy and the remaining gears adopt level 5 accuracy, the transmission error of the gear feed transmission system converted to the transmission error on the output shaft is 0.49696′. At this time, according to formula (8) The calculated accuracy and reliability of the feed transmission system is also 69.22%. When the last gear pair of the feed transmission system adopts level 4 precision and the remaining gears adopt level 5 precision, the transmission error of the gear feed transmission system converted to the transmission error on the output shaft is 0.42001′, which is calculated by Equation (8) The reliability of the transmission error of the feed transmission system is
R=P(-0.5067′≤Δφl≤0.5067′)=76.98%
The influence of different combination accuracy levels of the gear pair of the feed transmission system of this CNC heavy-duty horizontal lathe on the accuracy and reliability of the feed transmission system is shown in Figure 5. It can be seen from Figure 5 that the reduction of the input end gear accuracy has an impact on the entire feed transmission. The impact on the positioning accuracy of the system can be ignored. The increase in the accuracy of the output gear has a great impact on the positioning accuracy of the entire feed transmission system.
3.4.2 Accuracy reliability analysis after adjustment of gear error term
When only the tangential comprehensive error of the gear is increased by one accuracy level, the calculated transmission error of the gear feed transmission system converted to the error on the output shaft is σφl=0.4281′. At this time, the calculated accuracy and reliability of the feed transmission system It is r=p (-0.5067′≤Δφl≤0.5067′)=76.20%.
4 Conclusion
(1) This article combines the accuracy design theory and the reliability design theory, considers the comprehensive effect of multiple factors, and solves the accuracy and reliability problem of the gear transmission system. This method is more consistent with engineering reality than the ordinary accuracy design theory.
(2) The transmission accuracy reliability of the feed transmission system of a CNC heavy-duty horizontal lathe is 69.22%. The accuracy of the input shaft gear system is reduced by one level. The transmission accuracy of the system remains unchanged, but the accuracy of the output shaft gear system is increased by one level. level, the transmission accuracy and reliability can be increased from 69.22% to 76.98%.
(3) The influence of gear pair error factors on transmission accuracy, from large to small, is the comprehensive tangential error of the gear, the radial runout of the inner and outer rings of the rolling bearing, the matching clearance between the gear and the shaft, the accumulated tooth pitch error, the radial runout of the gear, and the common law Changes in wire length, radial runout of the shaft. When only increasing the tangential comprehensive error by one accuracy level, the transmission accuracy reliability can be increased from 69.22% to 76.20%. It can be seen that the factor that affects the transmission accuracy the most is the tangential comprehensive error.
Research on virtual simulation of turning and milling composite machining center based on VERICUT
With the increasingly complex part structure and processing technology and the continuous improvement of CNC machine tool processing speed, accuracy and intelligence level, various CNC machine tools have become indispensable processing in the equipment manufacturing industry, especially in aviation, aerospace, military and other manufacturing industries. Equipment, and multi-axis composite processing machine tools aimed at improving CNC processing efficiency and automation levels have become an important development direction of the machine tool manufacturing industry. At the same time, the increasing popularity of multi-axis composite processing machine tools poses new challenges to the feasibility verification of part processing processes. The traditional test cutting method to verify the processing technology not only takes up CNC machine tool processing time, has a long cycle, high cost, but also has poor versatility. With the development of machining modeling theory and computational graphics technology, virtual machining has become a powerful tool for CNC machining process verification. It can visually observe the machining process of parts on the virtual machine tool, thereby analyzing and improving the machining process.
Virtual machine tool modeling is the key to virtual machining technology. It includes the following four levels of mapping: machine tool geometric model mapping, machine tool motion model mapping, control system model mapping and cutting processing model mapping. The consistency between the virtual machine tool model and the physical machine tool model is an important guarantee for the reliability of virtual machining simulation results.
VERICUT is a professional virtual CNC machining software developed by the American CGTECH company. Unlike general CAM software that only simulates part tool paths or intermediate files, VERICUT can not only simulate CNC machining terminal code programs (G codes), but also realize the virtualization of a complete processing environment including physical machine tools, fixtures, tools, blanks, etc. Visualization.
In view of the characteristics of the multi-axis linkage turning and milling compound machining center, which have complex motion relationships, long processing preparation time, and prone to interference and collisions, this project built a virtual processing environment for a turning and milling compound machining center based on VERICUT based on the study of the structural characteristics of machine tools. The focus is on the modeling method of virtual machine tools, including the customization of geometric models, motion models and control system models, especially the customization method of special CNC instructions, to achieve simulation verification before CNC machining of parts.
Virtual machining simulation framework based on VERICUT
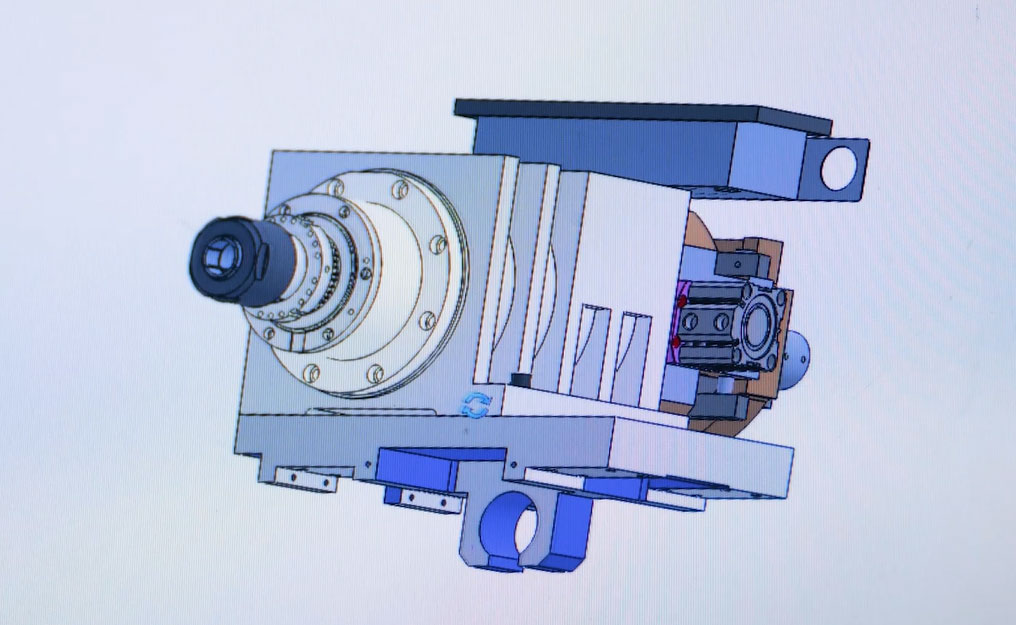
A certain type of turning and milling compound machining center is a nine-axis five-linkage multi-functional compound machining machine tool with dual spindles, dual tool holders, and an automatic tool change system. Its structure is shown in Figure 1. The machine tool has dual-channel control, high-speed synchronous docking of dual spindles, independent turning and milling of the upper and lower turrets, four-axis linkage turning, five-axis linkage milling and many other processing advantages. Its main motion axes are X1, Y, Z1, B, C1, C2, Z2, X2, W. Because the turn-milling compound machining center has multiple functions and a complex motion system structure, a virtual processing environment is needed to facilitate the design, processing training, and processing process verification of the machine tool.

Based on the above requirements, this project designed a virtual machining system for turning and milling composite machining center based on VERICUT. The main workflow of the system is shown in Figure 2. By establishing the geometric model, motion model and control system model of the machine tool, the virtual processing environment of the machine tool is built, and the tool and fixture library models are established; CAD software such as PROE is used to build the blank model and design. Model, convert it to STL format, and import it into the virtual processing environment; use CAM software such as MasterCAM to generate G codes for CNC machining of parts. In the virtual processing simulation stage, the CNC code is used to drive the virtual machine tool to perform simulated processing to automatically detect whether there are collisions, overcuts, undercuts, machine tool overtravel and other problems during the processing, thereby guiding the operator to optimize the CNC code to meet processing requirements.
Different from ordinary virtual CNC machine tool modeling, the virtual CNC control system modeling of turning and milling composite machining centers not only includes the customization of the general control system, but also requires the definition of some special control instructions through macro instructions to realize the virtual control instructions and the actual control system. The consistency of the motion function of this command meets the processing simulation needs of the machine tool.
Construction of virtual model of turning and milling composite machining center
The process and technical route of modeling the virtual machining environment in this project are as follows: based on the analysis of the machine tool structure and kinematic chain, module division and CAD model simplification are carried out to construct a three-dimensional machine tool geometric model and machine tool kinematic model; The system undergoes secondary development, and special CNC codes are defined through macro commands to ensure functional consistency between the virtual control system and the actual CNC system, and to complete the customization of the virtual control system.
1 Construction of machine tool geometric model
The consistency between the virtual machine tool model and the physical machine tool model is an important guarantee for the reliability of virtual machining simulation results. The geometric model in VERICUT is mainly used for the visualization and collision detection of virtual machine tools. The higher the accuracy, the closer the structural features are to the real physical model, and the higher the accuracy of machine tool rendering and collision detection; at the same time, machine tool rendering and collision detection occupy The computing resources will also increase, resulting in a reduction in system running speed. Therefore, when constructing a machine tool geometric model, the impact of accuracy and calculation efficiency must be comprehensively considered. On the premise of ensuring accuracy, it is necessary to simplify the model features as much as possible to improve the operating efficiency of virtual machine tool simulation.
On the basis of studying the characteristics of VERICUT software, this project obtained 5 simplification principles for machine tool 3D CAD models that can be used for reference.
(1) Divide the machine tool into functional modules and motion modules, and extract parts.
(2) Delete irrelevant parts based on the machine tool movement and protection status in the VERICUT environment.
(3) Perform Boolean operations between components according to the machine tool protection status and motion relationship to reduce the number of models.
(4) Simplify the model of the parts after Boolean operation with the purpose of reducing structural features.
(5) Split and reorganize the simplified parts according to the construction requirements in the VERICUT environment.
Aiming at the three-dimensional CAD model of the turning-milling compound machining center built by the machine tool manufacturer, this project simplifies the machine tool model composed of thousands of parts into six modules: support, chip removal, movement, protection, tool storage and tool change according to the above principles, 58 model. The simplified machine tool model is in STL data format, and the total data volume is less than 2M, which can meet the requirements of accuracy and running speed.
2 Construction of machine tool kinematic model
In the VERICUT environment, the construction of the machine tool kinematics model mainly includes two parts: creating the machine tool structural component tree and setting the machine tool motion parameters. Creating a machine tool structure component tree is mainly based on analyzing the motion relationship of each machine tool component, building a parent-child relationship tree diagram of the machine tool motion structure, and importing the geometric model of each part of the machine tool into the corresponding moving parts. Setting the machine tool motion parameters mainly includes the stroke settings of each motion axis of the machine tool, the initial state settings of the machine tool, and the collision check settings of each component of the machine tool.
Through the analysis of the kinematic chain of the machine tool of the turning-milling composite machining center and the study of the machine tool parameters, the main transmission chain of the machine tool is obtained as shown in Figure 3. Based on the kinematic transmission chain model, a machine tool kinematic relationship model was established in the structural component tree (ComponentTree) window of the VERICUT system. At the same time, the positions and related dimensions of the parts on the transmission chain were configured to establish a kinematic model

3 Machine tool control system modeling
The control system is the core of the virtual CNC machine tool. It is responsible for converting the CNC code into the motion of each axis, thereby driving the machining simulation operation. It is the key to the consistency between the virtual machining process and the actual machining process. Virtual CNC machine tool control system modeling is to establish a CNC coding translation module in the VERICUT software.
VERICUT software provides a universal CNC code translation module that can meet the use needs of simple general-structure machine tools. However, for complex CNC machine tools such as turning and milling composite machining centers, special instructions for the machine tool need to be developed and customized to improve the CNC code translation module.
The control system used by the turning-milling compound machining center is SIEMENS840D. This project selected the CNC coding translation module sin840d.ctl corresponding to the control system in VERICUT as the virtual machine tool controller module, and carried out secondary development on it to define relevant special Instructions achieve functional consistency between the virtual control system and the actual control system. The special instruction definition process is shown in Figure 4, which includes four steps: instruction learning, format definition, instruction name addition, and instruction function definition. The following describes the definition process of special instructions based on the configuration process of the G75 instruction.
(1) Instruction learning: Instruction learning is to obtain the function, format and usage of the instruction, and understand the meaning of each parameter in the instruction. According to the SIEMENS840D CNC programming manual, the G75 instruction function is to return to a certain fixed point. Its function is to directly move the machine tool to the specified coordinate position in any state. The coordinate position is pre-stored in the machine tool parameter panel. The motion conversion needs to be canceled first during execution. Function, the command format is "G75FP=m X1=a Y1=b Z1=c".

(2) Character format definition: Any CNC coding (instructions, variables and characters) must first be predefined in text format before it can be recognized and interpreted by the virtual CNC system. The definition content includes the text name, type, secondary type, metric/imperial system and corresponding format of the instruction or variable. As shown in the upper right part (b) of Figure 5, this command defines the format of the character "FP=".
(3) Character command addition: As the name of the target CNC code, the predefined characters or variables can be added to the corresponding category group in the text/address bar according to their functions, or an independent category group can be established for addition, VERICUT Existing category groups include M code, variable, loop, special, CGTECH, etc. In this example, the G75 command needs to be added to the G-Prep column under the "Configuration - Text/Address" window.
(4) Function definition of CNC coding: After adding the completed instructions, the CNC coding function needs to be defined to meet the needs of its processing simulation. VERICUT provides two instruction function implementation formats: one is to select a macro with the corresponding function from the macro instruction library provided by VERICUT, add the logic below the instruction name, and perform numerical input and logic command selection on the macro to complete CNC coding. Function definition; the second is to compile subprograms and call subprograms through macro instructions with calling functions to realize the function definition of CNC coding. According to the machine tool structure and command function, configure the G75 function in the first way (see Figure 5 for details): use the RotaryControlPointOnOff macro instruction to cancel the RTCP and RPCP motion conversion functions; use the ReferencePointIndex macro instruction to realize each motion axis returning to the machine tool fixed point action, and check the fixed point mark and instruction execution sequence at the same time; use the ProcessMotion macro instruction to execute and process the motion instructions of the above-mentioned axes; set the AND and non-settings of the "FP=" character to match the "EP" character with different fixed points. See part (a) of Figure 5; perform auxiliary settings of functions, including: "X1=1, Y1=1, Z1=1" input and output instead of function settings, see part (c) of Figure 5; set X, Y, The motion mode of the Z linear axis under the G75 command is shown in part (e) of Figure 5; the fixed point pre-storage is shown in part (d) of Figure 5.

According to the above method, the configuration of other instructions of this system is completed: the lower tool post tool change command Tb(); the upper tool post tool change command and action implementation command T/M6; the first and second spindle turning rotation commands (S1=, S2=, M1=3/4/5, M2=3/4/5); upper and lower tool holder milling command speed command (S3=, S4=, M3=3/4/5, M4=3/4/ 5); clamping and unloading instructions of the fixture on the first and second turning spindles (M10, M11, M12, M13); three-to-five coordinate conversion instructions TRAORI; opening and closing instructions of the machine tool protective door (OPENDOOR, CLOSEDOOR); multi-channel settings and various Channel turning and milling switching instructions (M70/M71, M2=70/M2=71), etc.
Configuration process of virtual machining simulation
Before simulating part processing simulation on the completed virtual CNC machine tool model, the virtual processing environment needs to be set up according to the processing requirements of the parts to be processed according to the process shown in Figure 6. First determine the fixture used to process the part as well as the part material model and design model, convert the established part CAD model into a patch model in STL format and load it into the virtual processing system; import the part CNC processing G code generated by relevant CAM software ; Add the tools used for machine tool processing parts and build a tool library; set the zero point of the CNC machining program; and perform auxiliary settings before machining simulation (related station conversion settings, maximum depth of cut limit, speed control, turn on collision detection, etc.) to achieve Requirements such as part overcutting/undercutting inspection, interference collision detection, and program optimization.
In order to enable users to quickly build a target tool library based on the parts to be processed, this topic summarizes and extracts the characteristic parameters of the tool based on a large number of analysis and research on tool design parameters and processing demand parameters, combined with the tool construction mode in VERICUT. A new parametric indexed tool template library has been constructed for commonly used tools and tool holders.
In this parametric indexed tool template library, commonly used tools for turning and milling compound processing machine tools are classified, and then the parameters of various types of tools are selected, extracted and classified, and the basic parameters of the tools of each refined category are analyzed. Tool holder and body construction. Then name the tool system according to certain rules, and describe it in Chinese characters in the tool description column to achieve quick indexing.
In view of the types of tools used in turning-milling composite machining centers, a parametric indexed tool template library based on commonly used specifications of machine tools was initially constructed in the virtual machine tool simulation environment. The naming format of the tool is "symbol 1-symbol 2-parameter 1-symbol 3". The meanings of each symbol and parameter are shown in Table 1.

Take the tool named M-BU-65-C01 in the parametric indexed tool template library as an example. It represents a base angle milling cutter with a tool overhang length of 65 and a tool holder of SDVKcaptoC6. The above-mentioned parameterized indexed tool template library has the characteristics of fast construction speed, good openness and convenient retrieval.
At present, the standard fixture configuration of the physical turning and milling composite machining center is the HFKN-M-260 hollow power three-jaw chuck. This system builds a machine tool virtual fixture model in the virtual machine tool simulation environment, and configures the 2-spindle virtual fixture in the control system accordingly. The clamping and unloading instructions M10, M11, M12, M13.
Virtual machining system example verification
After completing the research and construction of the above-mentioned virtual machining environment, the established virtual machining simulation system was verified using a program compiled for irregular shaft parts of an aircraft, and good results were obtained.
Figure 7 shows the overcutting/undercutting check of a certain process during part processing. The system can provide overcutting/undercutting code segments in the virtual processing simulation log for craftsmen to modify the CNC machining program.

Conclusion
Based on VERICUT's virtual machining simulation platform, this project builds a virtual machining system for a certain type of turning and milling compound machining center. It focuses on the modeling method of the virtual machining environment, including the customization of geometric models, motion models and CNC models. The principle of machine tool model simplification and the customization method of special CNC instructions are proposed; at the same time, a new parametric indexed tool template library is constructed based on the types of commonly used tools for machine tools.
Finally, the virtual processing simulation of irregular shaft parts of aircraft was carried out in the virtual processing environment, and collision, overcutting, undercutting and overtravel detection and program optimization were realized, which verified the effectiveness of the virtual processing system designed in this project.